
Page 231 - 捷運技術 第39期
P. 231
捷運技術半年刊 第39期 97年8月 225
面,空氣或氣泡可經由排氣孔排出。如圖9所示,自左而右為樣鈑排氣孔設計、橡膠槌敲擊
樣鈑頂面、承載面拆模效果。
土城線採用GSF模具因係以彈性基鈑與承載面樣鈑結合,因基鈑底部並非一平整面,為
避免混凝土料擠壓滲入故未設計排氣孔,在混凝土澆置過程中對承載面樣鈑下方的空氣或氣
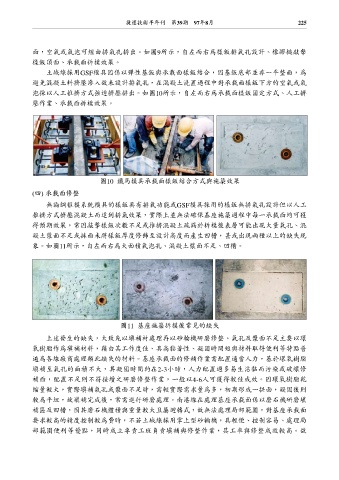
泡採以人工推擠方式強迫擠壓排出。如圖10所示,自左而右為承載面樣鈑固定方式、人工擠
壓作業、承載面拆模效果。
圖10 鐵馬模具承載面樣鈑結合方式與施築效果
(四) 承載面修整
無論鋼框模系統模具的樣鈑具有排氣功能或GSF模具採用的樣鈑無排氣孔設計但以人工
推擠方式擠壓混凝土而達到排氣效果,實際上並無法確保基座施築過程中每一承載面均可獲
得預期效果,常因敲擊樣鈑次數不足或推擠混凝土疏漏於拆模後表層可能出現大量氣孔、混
凝土漿面不足或抹面未將樣鈑厚度修飾至設計高度而產生凹槽,甚或出現兩種以上的缺失現
象。如圖11所示,自左而右為大面積氣泡孔、混凝土漿面不足、凹槽。
圖11 基座施築拆模後常見的缺失
上述發生的缺失,大致先以填補材處理再以砂輪機研磨修整。氣孔及漿面不足主要以環
氧樹脂作為填補材料,藉由其工作度佳、具高黏著性、凝固時間短與材料取得便利等特點普
遍為各線廠商處理類此缺失的材料。基座承載面的修補作業需配置適當人力,基於環氧樹脂
填補至氣孔的面積不大,其凝固時間約在2-3小時,人力配置過多易生沾黏而污染或破壞修
補面,配置不足則不符接續之研磨修整作業,一般以4-6人可獲得較佳成效。因環氧樹脂乾
縮量較大,實際填補氣孔或漿面不足時,需較實際需求量為多,初期形成一拱面,凝固後則
較為平坦,故填補完成後,常需進行研磨處理。南港線在處理基座承載面係以磨石機研磨填
補區及凹槽,因其磨石機體積與重量較大且屬迴轉式,故無法處理局部範圍,對基座承載面
要求較高的精度控制較為費時,不若土城線採用掌上型砂輪機,具輕便、控制容易、處理局
部範圍便利等優點,同時成立專責工班負責填補與修整作業,其工率與修整成效較高。故