
Page 140 - 捷運技術 第39期
P. 140
134 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
一、前言
臺北捷運自1988年7月動土開工後,至1997年高運量捷運系統-淡水線,1998年中和線
/ 新店線北段、1999年南港線/新店線南段、2000年板橋線、2004小碧潭支線及2006年土城
線,總計已相繼通車營運之路網長度共約65.7公里(含57個車站),每日運量已達100萬人次以
上,並屢獲國際評定為穩定度最高的捷運系統。目前高運量路網皆採用規格為UIC 60「鋼軌
鋼輪系統」,鋼軌之主要接續方式,除了道岔區特殊需求外,均採用所謂的「連續長焊鋼
軌」 (Continuous welded rail ,CWR)。
CWR亦因為無接縫鋼軌接續形式又稱為「無縫(Seamless)鋼軌」,臺北捷運先將每支18
公尺~20公尺長之鋼軌,在有固定式焊接場,以「電阻火花對焊」 (Flash-Butt welds ,FBW.)
焊接成長144公尺以上之長焊鋼軌,再移置工地現場組裝定位後,以鋁熱劑焊接(Thermite
welds)於工地現場焊接,形成一整體無接縫之連續鋼軌。 連續長焊鋼軌優點如下:
1.因無接縫,故整體結構強度提高均勻。
2.有效減少列車行駛振動與噪音。
3.提升列車乘客舒適度。
4.約可減少列車行車摩擦阻力5% ,提升列車運轉速度。
5.有效減少軌道營運維修成本。
6.可減少道床或基座、扣件,軌枕等磨耗,增加使用壽命。
連續長焊鋼軌優點雖多,但鋼軌焊接處如與原材料強度之間是有所差異,如鋁熱劑焊接
其強度就相對低,形成一弱點,因此若焊接品質控制不良,營運後反覆受力很可能產生龜
裂,將影響號誌信號之傳輸,對行車安全影響甚鉅,良好之鋼軌焊接品質是連續長焊鋼軌施
工的重要核心課題。
二、鋼軌規格與鋼軌焊接概述
如何獲得良好鋼軌焊接品質,先對鋼軌之構成作一通盤性之了解,應是不可或缺的,
今將相關鋼軌基本性質、鋼軌焊接原理與焊接程序分別敘述如下:
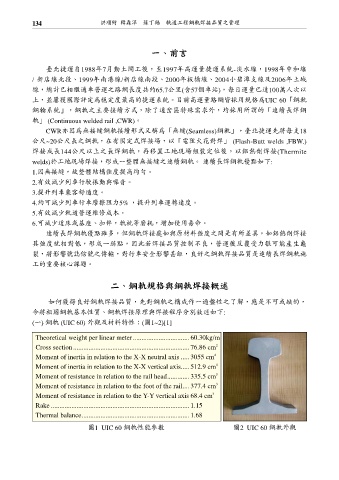
(一) 鋼軌 (UIC 60) 外觀及材料特性:(圖1~2)[1]
Theoretical weight per linear meter ................................. 60.30kg/m
Cross section .................................................................... 76.86 cm 2
4
Moment of inertia in relation to the X-X neutral axis ..... 3055 cm
Moment of inertia in relation to the X-X vertical axis ..... 512.9 cm 4
Moment of resistance in relation to the rail head ............. 335.5 cm 3
Moment of resistance in relation to the foot of the rail .... 377.4 cm 3
Moment of resistance in relation to the Y-Y vertical axis 68.4 cm 3
Rake ................................................................................. 1.15
Thermal balance ............................................................... 1.68
圖1 UIC 60 鋼軌性能參數 圖2 UIC 60 鋼軌外觀