
Page 143 - 捷運技術 第39期
P. 143
捷運技術半年刊 第39期 97年8月 137
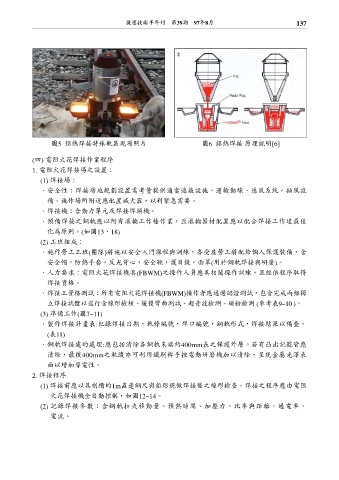
圖5 鋁熱焊接特殊軌區現場照片 圖6 鋁熱焊接 原理說明[6]
(四) 電阻火花焊接作業程序
1. 電阻火花焊接場之設置:
(1) 焊接場:
. 安全性:焊接場地規劃設置需考量提供適當遮蔽設施、運輸動線、通風系統,抽風設
備。施作場所附近應配置滅火器,以利緊急需要。
. 焊接機:含動力單元及焊接焊頭機。
. 預備焊接之鋼軌應以附有滾輪工作檯作業,且滾輪器材配置應以配合焊接工作達最佳
化為原則。(如圖13、18)
(2) 工班組成:
. 施作勞工工班(團隊)將施以安全入門課程與訓練,各受雇勞工將配給個人保護裝備,含
安全帽,防熱手套,反光背心,安全靴,護目鏡,面罩(用於鋼軌焊接與研磨)。
. 人力要求:電阻火花焊接機具(FBWM)之操作人員應具相關操作訓練,且經依程序取得
焊接資格。
. 焊接工資格測試:所有電阻火花焊接機(FBWM)操作者應通過認證測試,包含完成兩組獨
立焊接試體以進行含線形檢核、緩慢彎曲測試、超音波檢測、磁粉檢測 (參考表9~10 )。
(3) 準備工作(圖7~11)
. 製作焊接計畫表:紀錄焊接日期,軌條編號,焊口編號,鋼軌形式,焊接結果以備查。
(表11)
. 鋼軌焊接處的處理:應包括清除各鋼軌末端約400mm長之保護外層。若有凸出記號皆應
清除,最後400mm之軌腹亦可利用鐵刷與手控電動研磨機加以清除,呈現金屬光澤表
面以增加導電性。
2. 焊接程序
(1) 焊接前應以具刻槽的1m直邊鋼尺與錐形規做焊接後之線形檢查。焊接之程序應由電阻
火花焊接機全自動控制,如圖12~14。
(2) 記錄焊接參數:含鋼軌扣夾移動量、預熱時間、加壓力、比率與距離、通電率、
電流。