
Page 145 - 捷運技術 第39期
P. 145
捷運技術半年刊 第39期 97年8月 139
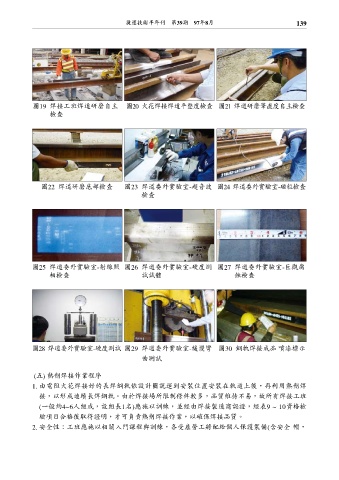
圖19 焊接工班焊道研磨自主 圖20 火花焊接焊道平整度檢查 圖21 焊道研磨筆直度自主檢查
檢查
圖22 焊道研磨底部檢查 圖23 焊道委外實驗室-超音波 圖24 焊道委外實驗室-磁粒檢查
檢查
圖25 焊道委外實驗室-射線照 圖26 焊道委外實驗室-硬度測 圖27 焊道委外實驗室-巨觀腐
相檢查 試試體 蝕檢查
圖28 焊道委外實驗室-硬度測試 圖29 焊道委外實驗室-緩慢彎 圖30 鋼軌焊接成品 噴漆標示
曲測試
(五) 熱劑焊接作業程序
1. 由電阻火花焊接好的長焊鋼軌依設計圖說運到安裝位置安裝在軌道上後,再利用熱劑焊
接,以形成連續長焊鋼軌。由於焊接場所限制條件較多,品質維持不易,故所有焊接工班
(一般約4~6人組成,設組長1名)應施以訓練,並經由焊接製造商認證,經表9 ~ 10資格檢
驗項目合格後取得證明,才可負責熱劑焊接作業,以確保焊接品質。
2. 安全性:工班應施以相關入門課程與訓練,各受雇勞工將配給個人保護裝備(含安全 帽,