
Page 149 - 捷運技術 第39期
P. 149
捷運技術半年刊 第39期 97年8月 143
ගрౌௗբπำቩᡍҙፎൂ
ᒳॉౌௗբ
ᒳॉౌௗբ!
၂ᡏہѦଌӝჴᡍ࠻ πӦᅱԾᒤ!
ຬॣݢᔠ ᅶಈᔠෳ ጕྣ࣬ ࠁМฯࡋ ᄌԔ Ѯᢀᆭᇑ ጕޔ ጕѳ
ෳ ! ᔠෳ ᔠෳ ၂ᡍ ওय़ ࡋᔠ ࡋᔠ
!
ෳ ෳ
! ! ! !
! !
༼၂ᡍൔගൔ
No
ᅱൂՏਡഢ!
Yes
O2/่ਢഢ!
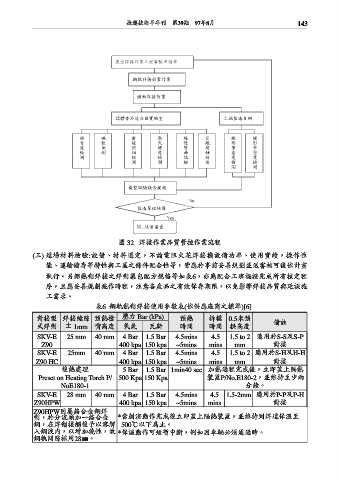
圖 32 焊接作業品質管控作業流程
(三) 進場材料檢驗:設備、材料選定,不論電阻火花焊接機設備功率、使用實績,操作性
能、運輸儲存等特性與工區之條件配合性等,皆應於事前妥善規劃並送審核可後依計畫
執行。另鋁熱劑焊接之焊劑藥包配方規格等如表6,亦應配合工班認證完成所有核定程
序,且應妥善規劃施作時程,注意各產品之有效保存期限,以免影響焊接品質與延誤施
工需求。
表6 鋼軌熱劑焊接使用參數表(依供應廠商之標準)[6]
對接型 焊接縫隙 預熱槍 壓力 Bar (kPa) 預熱 拆模 0.5米預 備註
式焊劑 ± 1mm 嘴高度 氧氣 瓦斯 時間 時間 拱高度
SKV-E 25 mm 40 mm 4 Bar 1.5 Bar 4.5mins 4.5 1.5 to 2 適用於S-S及S-P
Z90 400 kpa 150 kpa ~5mins mins mm 對接
SKV-E 25mm 40 mm 4 Bar 1.5 Bar 4.5mins 4.5 1.5 to 2 適用於S-H及H-H
Z90 HC 400 kpa 150 kpa ~5mins mins mm 對接
後熱處理 5 Bar 1.5 Bar 1min40 sec 加熱過程完成後,立即蓋上隔熱
Preset on Heating Torch P/ 500 Kpa 150 Kpa 裝置P/No.E180-2,並維持至少兩
NoE180-1 分鐘。
SKV-E 28 mm 40 mm 4 Bar 1.5 Bar 4.5mins 4.5 1.5-2mm 適用於P-P及P-H
Z90HPW 400 kpa 150 kpa ~5mins mins 對接
Z90HPW因屬鉻合金鋼焊
劑,於分流頭加一鉻合金 * 當剷渣動作完成後立即蓋上隔熱裝置,並維持到焊道保溫至
鋼,在焊劑接觸後予以溶解 500℃以下為止。
入鋼液內,以增加撓性,故 *保溫動作可短暫中斷,例如因車輛必須通過時。
鋼軌間隙採用28㎜。