
Page 151 - 捷運技術 第39期
P. 151
捷運技術半年刊 第39期 97年8月 145
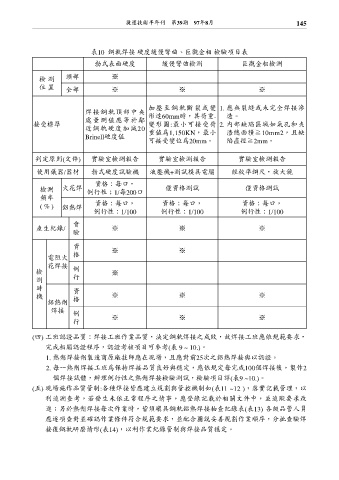
表10 鋼軌焊接 硬度緩慢彎曲、巨觀金相 檢驗項目表
勃式表面硬度 緩慢彎曲檢測 巨觀金相檢測
檢 測 頭部 ※
位 置 全部 ※ ※ ※
加壓至鋼軌斷裂或變 1. 應無裂縫或未完全焊接滲
焊接鋼軌頂部中央 形達60mm時,其荷重- 透。
處量測值應等於鄰
接受標準 變形圖:最小可接受荷 2. 內部缺陷區域如氣孔和夾
近鋼軌硬度加減20 重值為1,150KN,最小 渣總面積≧10mm2,且缺
Brinell硬度值
可接受變位為20mm。 陷直徑≧2mm。
判定原則(文件) 實驗室檢測報告 實驗室檢測報告 實驗室檢測報告
使用儀器/器材 勃式硬度試驗機 液壓機+測試模具電腦 經校準鋼尺,放大鏡
資格:每口,
檢測 火花焊 例行性;1/每200口 僅資格測試 僅資格測試
頻率
( % ) 鋁熱焊 資格:每口, 資格:每口, 資格:每口,
例行性:1/100 例行性:1/100 例行性:1/100
會
產生紀錄/ ※ ※ ※
驗
資 ※ ※
電阻火 格
花焊接
檢 例 ※
測 行
時 資
機 ※ ※ ※
鋁熱劑 格
焊接 例
行 ※ ※ ※
(四) 工班認證品質:焊接工班作業品質,決定鋼軌焊接之成敗,故焊接工班應依規範要求,
完成相關認證程序,認證考核項目可參考(表 9 ~ 10.)。
1. 熱劑焊接劑製造商原廠技師應在現場,且應對前25次之鋁熱焊接與以認證。
2. 每一熱劑焊接工班為保持焊接品質良好與穩定,應依規定每完成100個焊接後,製作2
個焊接試體,辦理例行性之熱劑焊接檢驗測試,檢驗項目詳(表9 ~10.)。
(五) 現場施作品質管制:各種焊接皆應建立規劃與管控機制如(表11 ~12 ),落實記載管理,以
利追溯查考,若發生未依正常程序之情事,應登錄記載於相關文件中,並追蹤要求改
進;另於熱劑焊接每次作業時,皆須填具鋼軌鋁熱焊接抽查紀錄表(表13) 各級品管人員
應逐項查對並確認作業條件符合規範要求,並配合圖說妥善規劃作業順序,分批查驗焊
接後鋼軌研磨情形(表14),以利作業紀錄管制與焊接品質穩定。