
Page 146 - 捷運技術 第39期
P. 146
140 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
防熱手套,反光背心,安全靴,護目鏡,安全面罩)。
(1) 於焊接期間,非焊接人員應留在工區外,若於隧道內因場地之密閉因素,應強制執
行,同時抽、通風設備應設於妥善並使用。
(2) 焊接場所附近周圍應設置警示範圍標示,並檢查清除焊接場所附近之易燃物,且滅火
器應配置於各工班作業器材車中或易取得之處。
(3) 氧氣、瓦斯瓶應隨時保持直立狀態,並各裝置有調節器。且氣瓶皆需以直立方式鏈鎖
於堅固結構構件上,並保持與火源有適當安全距離。
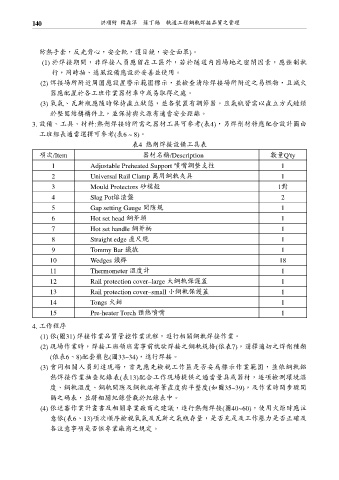
3. 設備、工具、材料:熱劑焊接時所需之器材工具可參考(表4),另焊劑材料應配合設計圖由
工班組長適當選擇可參考(表6 ~ 8)。
表4 熱劑焊接設備工具表
項次/Item 器材名稱/Description 數量Q'ty
1 Adjustable Preheated Support 噴嘴調整支柱 1
2 Universal Rail Clamp 萬用鋼軌夾具 1
3 Mould Protectors 砂模殼 1對
4 Slag Pot熔渣盤 2
5 Gap setting Gauge 間隙規 1
6 Hot set head 鋼斧頭 1
7 Hot set handle 鋼斧柄 1
8 Straight edge 直尺規 1
9 Tommy Bar 鐵撬 1
10 Wedges 鐵榫 18
11 Thermometer 溫度計 1
12 Rail protection cover–large 大鋼軌保護蓋 1
13 Rail protection cover–small 小鋼軌保護蓋 1
14 Tongs 火鉗 1
15 Pre-heater Torch 預熱噴嘴 1
4. 工作程序
(1) 依(圖31) 焊接作業品質管控作業流程,進行相關鋼軌焊接作業。
(2) 現場作業時,焊接工班領班需事前就欲焊接之鋼軌規格(依表7),選擇適切之焊劑種類
(依表6、8)配套藥包(圖33~34),進行焊接。
(3) 會同相關人員到達現場,首先應先檢視工作區是否妥為標示作業範圍,並依鋼軌鋁
熱焊接作業抽查紀錄表(表13)配合工作現場提供之適當量具或器材,逐項檢測環境溫
度、鋼軌溫度、鋼軌間隙及鋼軌端部筆直度與平整度(如圖35~39),及作業時間步驟間
隔之碼表,並將相關紀錄登載於紀錄表中。
(4) 依送審作業計畫書及相關專業廠商之建議,進行熱劑焊接(圖40~60),使用火炬時應注
意依(表6、13)項次順序檢視氧氣及瓦斯之氣瓶存量,是否充足及工作壓力是否正確及
各注意事項是否依專業廠商之規定。