
Page 142 - 捷運技術 第39期
P. 142
136 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
(三) 鋼軌焊接原理
有關「鋼軌焊接」在臺北捷運軌道工程施工技術規範,規定焊接應以下述兩種方式
進行:
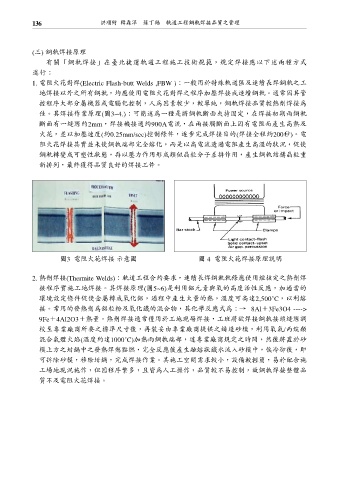
1. 電阻火花對焊(Electric Flash-butt Welds ,FBW ):一般用於特殊軌道區及連續長焊鋼軌之工
地焊接以外之所有鋼軌,均應使用電阻火花對焊之程序加壓焊接成連續鋼軌。通常因其管
控程序大部分屬機器或電腦化控制,人為因素較少,較單純,鋼軌焊接品質較熱劑焊接為
佳。其焊接作業原理(圖3~4.):可簡述為一種是將鋼軌斷面夾持固定,在焊接初期兩鋼軌
斷面有一縫隙約2mm,焊接機接通約900A電流,在兩接觸斷面上因有電阻而產生高熱及
火花,並以加壓速度(約0.25mm/sec)控制條件,逐步完成焊接目的(焊接全程約200秒)。電
阻火花焊接其實並未使鋼軌端部完全熔化,而是以高電流透過電阻產生高溫的狀況,促使
鋼軌轉變成可塑性狀態,再以壓力作用形成類似晶粒分子差排作用,產生鋼軌結構晶粒重
新排列,最終獲得品質良好的焊接工件。
圖3 電阻火花焊接 示意圖 圖 4 電阻火花焊接原理說明
2. 熱劑焊接(Thermite Welds):軌道工程合約要求,連續長焊鋼軌軌條應使用經核定之熱劑焊
接程序實施工地焊接。其焊接原理(圖5~6)是利用鋁元素與氧的高度活性反應,加適當的
環境設定條件促使金屬轉成氧化鋁,過程中產生大量的熱,溫度可高達2,500˚C,以利熔
接。常用的發熱劑為鋁粒粉及氧化鐵的混合物,其化學反應式為:→ 8Al+3Fe3O4 ---->
9Fe+4Al2O3+熱量。熱劑焊接通常僅用於工地現場焊接,工班將欲焊接鋼軌接頭縫隙調
校至專業廠商所要之標準尺寸後,再裝妥由專業廠商提供之鑄造砂模,利用氧氣/丙烷類
混合氣體火焰(溫度約達1000˚C)加熱兩鋼軌端部,達專業廠商規定之時間,然後將置於砂
模上方之坩鍋中之發熱焊劑點燃,完全反應後產生融熔狀鐵水流入砂模中,俟冷卻後,即
可拆除砂模,移除坩鍋,完成焊接作業。其施工空間需求較小,設備較輕簡,易於配合施
工場地現況施作,但因程序繁多,且皆為人工操作,品質較不易控制,故鋼軌焊接整體品
質不及電阻火花焊接。