
Page 144 - 捷運技術 第39期
P. 144
138 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
(3) 於焊接降溫後應立即進行焊接處之空氣冷卻(氣冷)研磨程序。(圖15~20)
(4) 長焊鋼軌經檢驗並通過所有品質控制測試程序,如表9~10.,圖21~29,才可運至安裝
處所依施工圖說佈設。
3. 焊接識別:所有焊口應有單獨之編號註記在軌腹處如圖30,以識別焊接者與焊口。
4. 檢驗與測試:焊接試體產品測試應由獨立測試機構進行。
(1) 焊接例行性測試:在每施作200次焊接後,應製作一個試體進行測試,含線形檢核、
超音波測試、磁粉測試、射線照相檢測、硬度測試,以確認焊接品質持續穩定(參考表
9~10 )。
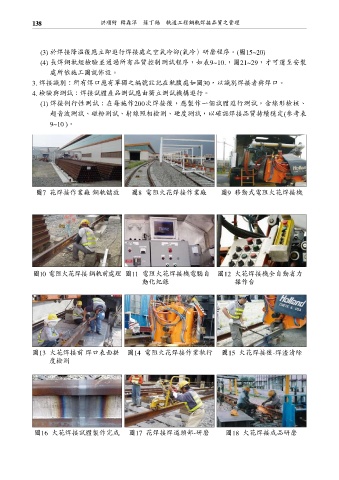
圖7 花焊接作業廠 鋼軌儲放 圖8 電阻火花焊接作業廠 圖9 移動式電阻火花焊接機
火花焊接施工—固定焊接廠配置 火花焊接施工—固定焊接廠配置
圖10 電阻火花焊接 鋼軌前處理 圖11 電阻火花焊接機電腦自 圖12 火花焊接機全自動省力
火花焊接施工—焊接前處理區
動化紀錄 操作台
圖13 火花焊接前 焊口表面拱 圖14 電阻火花焊接作業執行 圖15 火花焊接後-焊渣清除
度檢測
火花焊接施工—焊接作業
圖16 火花焊接試體製作完成 圖17 花焊接焊道頭部-研磨 圖18 火花焊接成品研磨