
Page 150 - 捷運技術 第39期
P. 150
144 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
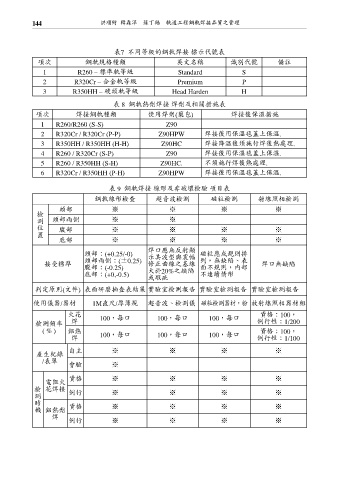
表7 不同等級的鋼軌焊接 標示代號表
項次 鋼軌規格種類 英文名稱 識別代號 備註
1 R260 – 標準軌等級 Standard S
2 R320Cr – 合金軌等級 Premium P
3 R350HH – 硬頭軌等級 Head Harden H
表 8 鋼軌熱劑焊接 焊劑及相關措施表
項次 焊接鋼軌種類 使用焊劑(藥包) 焊接後保溫措施
1 R260/R260 (S-S) Z90
2 R320Cr / R320Cr (P-P) Z90HPW 焊接後用保溫毯蓋上保溫.
3 R350HH / R350HH (H-H) Z90HC 焊接降溫後須施行焊後熱處理.
4 R260 / R320Cr (S-P) Z90 焊接後用保溫毯蓋上保溫.
5 R260 / R350HH (S-H) Z90HC. 不須施行焊後熱處理.
6 R320Cr / R350HH (P-H) Z90HPW 焊接後用保溫毯蓋上保溫.
表 9 鋼軌焊接 線形及非破壞檢驗 項目表
鋼軌線形檢查 超音波檢測 磁粒檢測 射線照相檢測
頭部 ※ ※ ※ ※
檢
測 頭部兩側 ※ ※
位 腹部 ※ ※ ※ ※
置
底部 ※ ※ ※ ※
焊口應無反射顯
頭部:(+0.25/-0) 示其波型與震幅 磁粒應成規則排
頭部兩側:(±0.25) 列,無缺陷、表
接受標準 修正曲線之基線 焊口無缺陷
腹部:(-0.25) 大於20%之缺陷 面不規則,內部
底部:(+0,-0.5) 不連續情形
或瑕疵
判定原則(文件) 表面研磨抽查表結果 實驗室檢測報告 實驗室檢測報告 實驗室檢測報告
使用儀器/器材 1M直尺/厚薄規 超音波、檢測儀 磁粒檢測器材,粉 放射線照相器材組
火花 100,每口 100,每口 100,每口 資格:100,
檢測頻率 焊 例行性:1/200
( % ) 鋁熱 資格:100,
焊 100,每口 100,每口 100,每口 例行性:1/100
自主 ※ ※ ※ ※
產生紀錄
/表單
會驗 ※
資格 ※ ※ ※ ※
電阻火
檢 花焊接 例行 ※ ※ ※ ※
測
時 ※ ※ ※ ※
機 鋁熱劑 資格
焊
例行 ※ ※ ※ ※