
Page 153 - 捷運技術 第39期
P. 153
捷運技術半年刊 第39期 97年8月 147
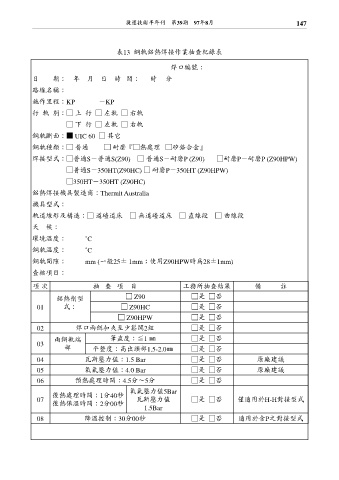
表13 鋼軌鋁熱焊接作業抽查紀錄表
焊口編號:
日 期: 年 月 日 時 間: 時 分
路線名稱:
施作里程:KP -KP
行 軌 別:□ 上 行 □ 左軌 □ 右軌
□ 下 行 □ 左軌 □ 右軌
鋼軌斷面:■ UIC 60 □ 其它
鋼軌種類:□ 普通 □ 耐磨『□熱處理 □矽鉻合金』
焊接型式:□普通S-普通S(Z90) □ 普通S-耐磨P (Z90) □耐磨P-耐磨P (Z90HPW)
□普通S-350HT(Z90HC) □ 耐磨P-350HT (Z90HPW)
□350HT-350HT (Z90HC)
鋁熱焊接機具製造商:Thermit Australia
機具型式:
軌道線形及構造:□ 道碴道床 □ 無道碴道床 □ 直線段 □ 曲線段
天 候:
環境溫度: ˚C
鋼軌溫度: ˚C
鋼軌間隙: mm (一般25± 1mm;使用Z90HPW時為28±1mm)
查核項目:
項 次 抽 查 項 目 工務所抽查結果 備 註
鋁熱劑型 □ Z90 □是 □否
01 式: □ Z90HC □是 □否
□ Z90HPW □是 □否
02 焊口兩側扣夾至少鬆開2組 □是 □否
兩鋼軌端 筆直度:≦1 ㎜ □是 □否
03
部 平整度:高出頭部1.5-2.0㎜ □是 □否
04 瓦斯壓力值:1.5 Bar □是 □否 原廠建議
05 氧氣壓力值:4.0 Bar □是 □否 原廠建議
06 預熱處理時間:4.5分~5分 □是 □否
氧氣壓力值5Bar
後熱處理時間:1分40秒
07 瓦斯壓力值 □是 □否 僅適用於H-H對接型式
後熱保溫時間:2分00秒
1.5Bar
08 降溫控制:30分00秒 □是 □否 適用於含P之對接型式