
Page 156 - 捷運技術 第39期
P. 156
150 洪順財 韓森洋 蘇丁福 軌道工程鋼軌焊接品質之管理
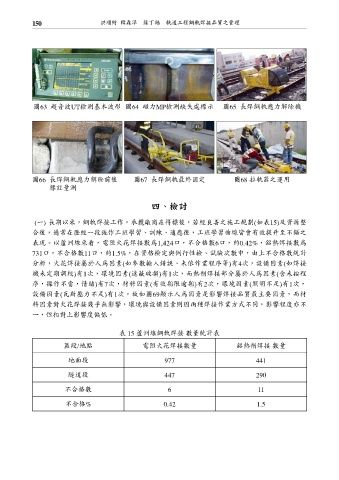
圖63 超音波UT檢測基本波形 圖64 磁力MP檢測缺失處標示 圖65 長焊鋼軌應力解除機
圖66 長焊鋼軌應力解除前後 圖67 長焊鋼軌最終固定 圖68 拉軌器之運用
標註量測
四、檢討
(一) 長期以來,鋼軌焊接工作,承攬廠商在得標後,若經良善之施工規劃(如表15)及資源整
合後,通常在歷經一段施作工班學習、訓練、適應後,工班學習曲線皆會有效提升至不錯之
表現。以蘆洲線來看,電阻火花焊接數為1,424口,不合格數6口,約0.42%,鋁熱焊接數為
731口,不合格數11口,約1.5%,在資格檢定與例行性檢、試驗次數中,由上不合格數統計
分析,火花焊接屬於人為因素(如參數輸入錯誤、未依作業程序等)有4次,設備因素(如焊接
機未定期調校)有1次,環境因素(遮蔽破損)有1次,而熱劑焊接部分屬於人為因素(含未按程
序,操作不當,情緒)有7次,材料因素(有效期限逾期)有2次,環境因素(照明不足)有1次,
設備因素(瓦斯壓力不足)有1次,故如圖69顯示人為因素是影響焊接品質最主要因素,而材
料因素對火花焊接幾乎無影響,環境與設備因素則因兩種焊接作業方式不同,影響程度亦不
一,但相對上影響度偏低。
表 15 蘆洲線鋼軌焊接 數量統計表
區段/地點 電阻火花焊接數量 鋁熱劑焊接 數量
地面段 977 441
隧道段 447 290
不合格數 6 11
不合格% 0.42 1.5