
Page 142 - 捷運技術 第38期
P. 142
136 黃順秋 林萬融 高車流量都會區預鑄節塊懸臂橋樑之施工-以內湖線為例
時進行參數資料之回饋與修正,以掌控橋樑於吊裝過程中各項應力變化及線形均在範圍內。
有鑒於預鑄節塊施作過程中隱含諸多線形變異因素,於施工前即須規劃一套完整施工監控模
式,內容含測量方式、資料判讀、誤差來源、誤
差修正等,以確保施工中之線形發展符合原設計
線形。【莊,2007】
(一)鑄造線形
圖19 預鑄節塊旋轉座標分段圖---以A02
1. 預鑄節塊因現場設計線形(曲線及縱坡),以及預
單元為例
鑄廠場地的限制,致使當預鑄節塊在預鑄廠鑄
造時,無法依照 現場設計線形鑄造,必須經由
鑄造區段分割、旋轉座標等方式,以符合預鑄
廠場地及其設施。
本區段標每一單元節塊分成主跨、邊跨及閉
合段等區塊生產,每一墩柱兩側平衡吊裝之節塊
分別獨立生產,共有四個生產區塊(圖19 ),邊跨
及閉合之節塊單獨生產,合計七個區塊鑄造。預 圖20 預鑄節塊生產尚未旋轉時,生產困
鑄節塊橋梁因具有豎曲線坡降,致使在預鑄廠生 難點示意圖
產時無法依原設計線形、高程差生產,其主要原
因為預鑄節塊生產區域其固定天車揚程約為6.5公
尺高,而預鑄節塊每一生產區塊最大高程差約為
2.2公尺(圖20),預鑄節塊構件高3.62公尺,所以如
果預鑄節塊依原設計高程線形製造時,其總高度
最少將達5.8公尺,當一區域節塊生產完成後,屆
時將無法利用預鑄廠內天車下架,且生產時將會 圖21 預鑄節塊座標旋轉方式示意圖
遇到側模須墊高約2.2公尺之情形。
2. 為考量安全因素,與生產場地的限制,遂在預
鑄節塊生產時將其座標、高程旋轉以削減其高
程差。 Z
預鑄節塊座標旋轉,係將一座節塊橋梁區分
為四個區段(因每個區段豎曲線坡度不盡相同),再 X
Y
以各區段坡度斜率分別旋轉,將各區段旋轉至近
乎水平狀態,以利預鑄節塊在預鑄廠生產。(圖
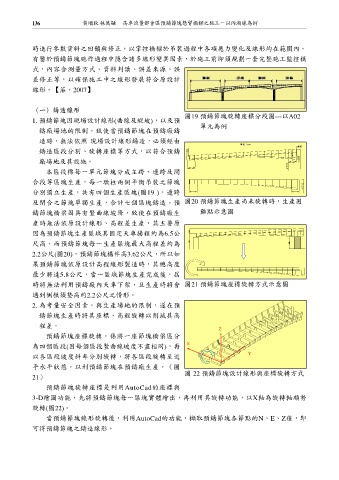
圖 22 預鑄節塊設計線形與座標旋轉方式
21)
預鑄節塊旋轉座標是利用AutoCad的座標與
3-D繪圖功能,先將預鑄節塊每一區塊實體繪出,再利用其旋轉功能,以X軸為旋轉軸順勢
旋轉(圖22)。
當預鑄節塊線形旋轉後,利用AutoCad的功能,擷取預鑄節塊各節點的N、E、Z值,即
可得預鑄節塊之鑄造線形。