
Page 390 - 捷運工程叢書 精進版 - 9 捷運軌道工程實務
P. 390
臺北市政府捷運工程局
( 二 ) 鋼軌鋁熱焊接
本項作業程序可參閱第六章說明,惟同側鋼軌之所有焊口間隙應先確認大小,
此一確認有助於焊接前取得平均化調整機會,以滿足 25±1mm 要求之原則。另鋼
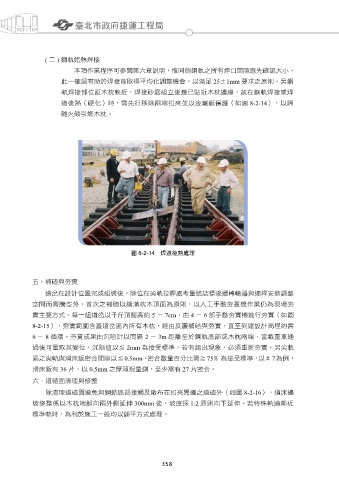
軌焊接部位距木枕較近,焊接砂磨組立後幾已貼近木枕邊緣,故在鋼軌焊接或焊
道後熱(硬化)時,需先行移除兩端扣夾並以金屬鈑保護(如圖 8-2-14),以隔
離火燄引燃木枕。
圖 8-2-14 焊道後熱處理
五、補碴與夯實
道岔在設計位置完成組裝後,除位在尖軌拉桿處考量號誌標後續轉轍器與連桿安裝調整
空間而需騰空外,首次之補碴以舖滿枕木頂面為原則,以人工手動夯實機作業仍為現場夯
實主要方式。每一組道岔以千斤頂提高約 5 - 7cm,由 4 - 6 部手動夯實機進行夯實(如圖
8-2-15),夯實範圍含蓋道岔區內所有木枕,經由反覆補碴與夯實,直至到達設計高程約需
6 - 8 循環。夯實成果由沉陷計以間隔 2 - 3m 距離至於鋼軌底部或木枕兩端,當載重車通
過後可量取其變位,沉陷值以≦ 2mm 為接受標準,若有超出現象,必須重新夯實。另尖軌
區之尖軌與滑床鈑密合間隙以≦0.5mm,密合數量百分比需≧75﹪為接受標準,以#7為例,
滑床鈑有 36 片,以 0.5mm 之厚薄規量測,至少需有 27 片密合。
六、道碴面清理與修整
除清理道碴面避免與鋼軌底部接觸及散布在扣夾周邊之道碴外(如圖 8-2-16),道床邊
坡修整係以木枕端部向兩外側延伸 300mm 後,坡度採 1:2 原則向下延伸。若特殊軌道鄰近
標準軌時,為利於施工一般均以舖平方式處理。
358 359