
Page 134 - 捷運技術 第58期
P. 134
124
預鑄場區配置設備分為:1. 預 業,其中反力千斤頂於日後預力導
鑄梁模床區、2. 提梁機通道及轉向 入作業時,可做為同步解壓千斤頂
區、3. 預鑄梁儲梁區、4. 預鑄梁出 用途。
梁區及場區動線、5. 鋼筋暫置及加 本區段標預力梁吊裝定位共有
工區、6. 蒸氣養生鍋爐設備及 7. 施 兩種方式,比較如表 3:
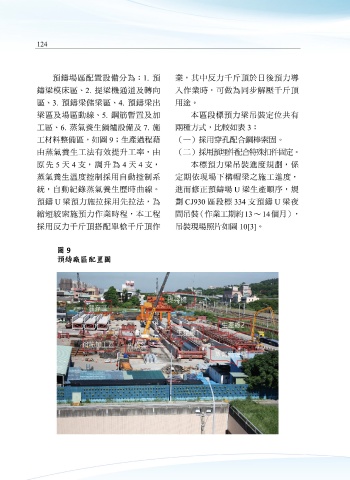
工材料整備區,如圖 9;生產過程藉 (一)採用穿孔配合鋼棒索固。
由蒸氣養生工法有效提升工率,由 (二) 採用預埋件配合特殊扣件固定。
原先 5 天 4 支,調升為 4 天 4 支, 本標預力梁吊裝進度規劃,係
蒸氣養生溫度控制採用自動控制系 定期依現場下構帽梁之施工進度,
統,自動紀錄蒸氣養生歷時曲線。 進而修正預鑄場 U 梁生產順序,規
預鑄 U 梁預力施拉採用先拉法,為 劃 CJ930 區段標 334 支預鑄 U 梁夜
縮短絞索施預力作業時程,本工程 間吊裝(作業工期約13∼14個月),
採用反力千斤頂搭配單槍千斤頂作 吊裝現場照片如圖 10[3]。
圖 9
預鑄廠區配置圖