
Page 179 - 捷運技術 第39期
P. 179
捷運技術半年刊 第39期 97年8月 173
, MIG)焊接方式對著該成對J 型不鏽鋼片間之間隙連續對焊冷縮,將兩不鏽鋼片焊在鋁合金
上,形成C形崁合,最後以全自動自走式銑床機去除焊接殘碴並研磨出一道深約0.3mm凹
槽,該凹槽可做為系統營運初期導電軌磨耗情形鑑視功用。此型軌條製造如圖2所示,圖左
為生產線配置、圖右為焊接過程。不鏽鋼材料亦加入約12%鉻、少量碳、鎳、鋇、鎂、矽、
硫、磷等元素,依其實驗結果,鉻含量在11.5-13.5﹪時,加入少量其他元素可以降低劣化速
率、大氣腐蝕率及界面電阻,B.W.公司之產品(型號No.6)即屬於此種製造方式。
所有導電軌系統組件中,以導電軌軌條為基本材料再經裁切或焊接組合成其它組件部分
計有端部組件、伸縮接頭組件,其它諸如搭接組件、電纜接頭組件係以高導電性之鋁材依需
求尺寸或功能與其它材料組合之製品。技術規範中對導電軌系統組件的設計參數或功能需求
如下:
1. 導電軌
(1) 導電軌應由高導電率的鋁合金製成,且鑲入不 鋼耐磨表面,以承受車輛的集電靴接
觸,其結合方式需為分子式結合或焊接程序,不可為機械結合之方式。
(2) 導電軌之剖面尺寸應和至少已使用5年的現有導電軌相類似。其不 鋼面的寬度不可少
於75m厚度不可少於4.5mm。
(3) 所提供導電軌長度為15m 制式長度或者更長,其切割斷面須均勻且毫無損傷。
(4) 導電軌應具有下列的設計參數:
A. 15˚C最大電阻值 6.7μΩ/m;
-6
2
B. 最大電阻溫度係數 1.25×10 Ω-mm /(m×k);
C. 連續額定電流 4000A;
D. 4000A連續額定電流 溫度上升不超過45˚C;
E. 最小峰值電流 10000A/分鐘;
F. 鋁及鋼之界面電阻值須小於 30μΩ;
G. 最大質量不得大於 20kg/m。
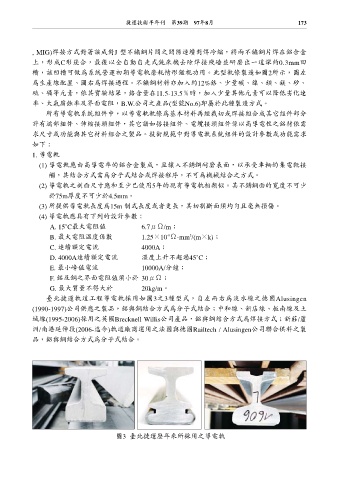
臺北捷運軌道工程導電軌採用如圖3之3種型式,自左而右為淡水線之德國Alusingen
(1990-1997)公司供應之製品,鋁與鋼結合方式為分子式結合;中和線、新店線、板南線及土
城線(1995-2006)採用之英國Brecknell Willis公司產品,鋁與鋼結合方式為焊接方式;新莊/蘆
洲/南港延伸段(2006-迄今)軌道廠商選用之法國與德國Railtech / Alusingen公司聯合供料之製
品,鋁與鋼結合方式為分子式結合。
圖3 臺北捷運歷年來所採用之導電軌