
Page 295 - 捷運工程叢書 精進版 - 9 捷運軌道工程實務
P. 295
第六章 道碴道床軌道施工
6.5.2.12 鋼軌接頭安裝
鋼軌接頭安裝位置與數量係配合機電號誌標廠商需求,由軌道廠商進行現場安裝作業,
鋼軌接頭種類為絕緣夾膠接頭,以符合號誌標阻絕軌道電路構成「閉塞區間」配置功能。現
場作業亦係由經資格測試取得資格的作業工班執行。作業工班將對現場欲進行組裝的位置確
認完成前置作業完成後,依下列的程序與確認內容進行處理:
一、確認鋼軌間隙:以拉軌器將兩鋼軌端部固定 6mm 間隙,隨後在軌腹標示鑽孔位置。
二、 軌腹鑽孔:鋼軌間隙固定後,隨後移除拉軌器,並在軌腹標示鑽孔位置,以固定式鑽孔
機逐一鑽孔,孔位前後均需進行導角處理。
三、清理膠結部位:以砂輪機研磨拋光軌腹膠結面及將使用的接頭組件中的魚尾鈑。
四、 檢核鋼軌線形:以 1m 長之鋼直尺橫跨接頭兩側之鋼軌,並以厚薄規量測筆直度與平整
性,兩者之精度均需< 0.5mm。
五、 預組裝:先將拉軌器固定於接頭並確認保持 6mm 之間隙,然後置入接頭組件中之絕緣
邊標,依序將其他接頭組件安裝,同時確認接頭組件中每一絕緣套管均可置入軌腹之孔
洞位置,且接頭組件中之每一螺栓均可穿入魚尾鈑及軌腹孔位。確定各安裝程序均可順
利安裝後,則予逐項拆卸以備正式組裝。
六、 正式組裝:即依前述之預組程序逐項安裝各項組件,與預組所不同者,係於魚尾鈑與軌
腹之間需填充膠結劑,膠結劑與硬化劑應充分拌合,同時以鏝刀將膠結劑塗佈在魚尾鈑
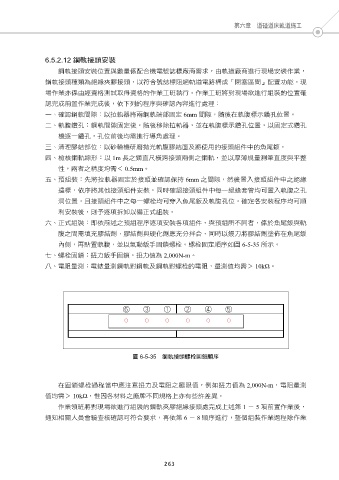
內側,再貼置軌腹,並以氣動鈑手固鎖螺栓。螺栓固定順序如圖 6-5-35 所示。
七、螺栓固鎖:扭力鈑手固鎖,扭力值為 2,000N-m。
八、電阻量測:電錶量測鋼軌對鋼軌及鋼軌對螺栓的電阻,量測值均需> 10kΩ。
⑥ ③ ① ② ④ ⑤
圖 6-5-35 鋼軌接頭螺栓固鎖順序
在固鎖螺栓過程當中應注意扭力及電阻之極限值,例如扭力值為 2,000N-m,電阻量測
值均需> 10kΩ,惟因各材料之廠牌不同規格上亦有些許差異。
作業領班將對現場欲進行組裝的鋼軌夾膠絕緣接頭處完成上述第 1 - 5 項前置作業後,
通知相關人員會驗查核確認可符合要求,再依第 6 - 8 順序進行,整個組裝作業過程除作業
263