
Page 292 - 捷運工程叢書 精進版 - 9 捷運軌道工程實務
P. 292
臺北市政府捷運工程局
每一口鋁熱焊接完成後,將在焊口側邊以黑底白字標記焊口編號、焊工姓名及完成時
間,透過會驗程序進行焊道平整度及比直度量測,並委由非破壞檢測公司進行超音波檢核,
以確認鋼軌焊接品質。由於本項施工作業屬不可逆過程,且為鋼軌焊成連續長焊接鋼軌過程
中不可或缺之一環,其作業品質要求甚高,故現場每一口鋁熱焊接作業均需透過會驗程序確
認,以降低人為失誤。會驗過程可分為兩個階段:
一、焊接過程確認(鋼軌及焊劑種類、焊口間隙、焊口線形與焊接設備調整及供應);
二、焊口研磨線形及非破壞檢測。
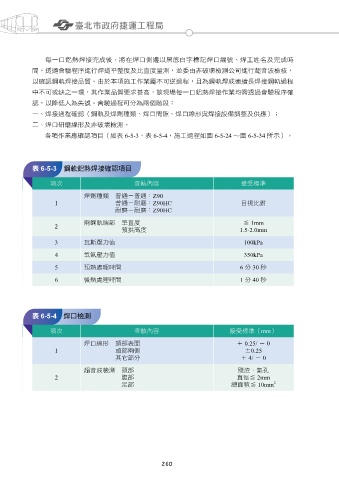
各項作業應確認項目(如表 6-5-3、表 6-5-4,施工過程如圖 6-5-24 ~圖 6-5-34 所示)。
表 6-5-3 鋼軌鋁熱焊接確認項目
項次 查核內容 接受標準
焊劑種類 普通-普通:Z90
1 普通-耐磨:Z90HC 目視比對
耐磨-耐磨:Z90HC
兩鋼軌端部 筆直度 ≦ 1mm
2
預拱高度 1.5-2.0mm
3 瓦斯壓力值 100kPa
4 氧氣壓力值 350kPa
5 預熱處理時間 6 分 30 秒
6 後熱處理時間 1 分 40 秒
表 6-5-4 焊口檢測
項次 查核內容 接受標準(mm)
焊口線形 頭部表面 + 0.25/ - 0
1 頭部兩側 ±0.25
其它部分 + 4/ - 0
超音波檢測 頭部 殘渣、氣孔
2 腹部 直徑≦ 2mm
足部 總面積≦ 10mm 2
260 261