
Page 33 - 捷運技術 第52期
P. 33
捷運技術 第52期 29
含材料性質試驗、石墨球化率檢驗、外觀檢查、非破壞檢驗、尺寸精度檢驗、塗裝檢驗、環
片載重試驗、假組立檢驗、背填混凝土檢驗等,簡要說明如下。
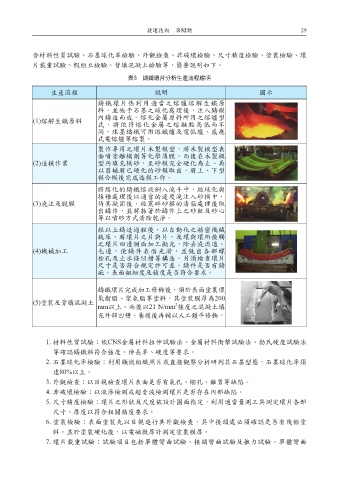
表3 鑄鐵環片分析生產流程說明
生產流程 說明 圖示
鑄鐵環片係利用適當之熔爐熔解生鐵原
料,並施予石墨之球化處理後,注入鑄模
內鑄造而成。熔化金屬原料所用之熔爐型
(1) 熔解生鐵原料
式,將依待熔化金屬之熔融點高低而不
同,球墨鑄鐵可用熔鐵爐及電弧爐、感應
式電熔爐等熔製。
製作專用之環片木製模型,將木製模型表
面噴塗離模劑等化學薄膜,而後在木製模
(2) 造模作業 型內填充模砂,至砂模完全硬化為止。再
以器械將已硬化的砂模取出,將上、下型
模合模後完成造模工作。
將熔化的鑄鐵熔液倒入澆斗中,經球化與
接種處理後以適當的速度澆注入砂模中,
(3) 澆注及脫膜 待其凝固後,經震碎砂模的清箱處理後取
出鑄件,並將黏著於鑄件上之砂粒及砂心
等以噴砂方式清除乾淨。
經以上鑄造過程後,以自動化之精密機械
銑床,將環片之片與片,及環與環所接觸
之環片四邊側面加工拋光,除去澆流道、
(4) 機械加工 毛邊,使鑄件表面光滑,並銑出各部螺
栓孔及止水條凹槽等構造,另須檢查環片
尺寸是否符合規定許可差,鑄件是否有鑄
疵,表面粗細度及精度是否符合要求。
鑄鐵環片完成加工修飾後,須於表面塗裝環
氧樹脂、聚氨脂等塗料,其塗裝膜厚為200
(5) 塗裝及背填混凝土 2
mm以上。而後以21 N/mm 強度之混凝土填
充外部凹槽、養護後再輔以人工鏝平修飾。
1. 材料性質試驗:依CNS金屬材料拉伸試驗法、金屬材料衝擊試驗法、勃氏硬度試驗法
等確認鑄鐵料符合強度、伸長率、硬度等要求。
2. 石墨球化率檢驗:利用顯微組織照片或直接觀察分析研判其石墨型態,石墨球化率須
達80%以上。
3. 外觀檢查:以目視檢查環片表面是否有氣孔、縮孔、雜質等缺陷。
4. 非破壞檢驗:以液滲檢測或超音波檢測環片是否存在內部缺陷。
5. 尺寸精度檢驗:環片之形狀及尺度依設計圖面指定,利用適當量測工具測定環片各部
尺寸、厚度以符合相關精度要求。
6. 塗裝檢驗:表面塗裝先以目視進行其外觀檢查,其中接頭處必須確認是否有殘餘塗
料。並於塗裝硬化後,以電磁微厚計測定塗裝膜厚。
7. 環片載重試驗:試驗項目包括單體彎曲試驗、接頭彎曲試驗及推力試驗。單體彎曲