
Page 32 - 捷運技術 第52期
P. 32
28 張榮峰、彭琇康、周忠仁、于中原 球狀石墨鑄鐵環片於臺北捷運潛盾隧道之應用
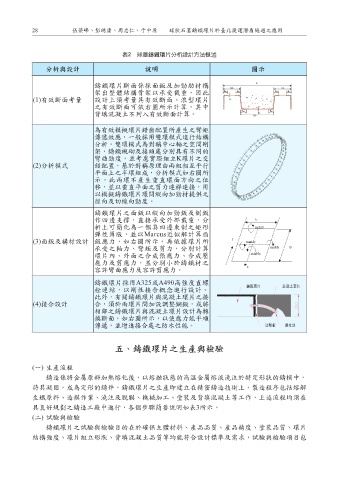
表2 球墨鑄鐵環片分析設計方法概述
分析與設計 說明 圖示
鑄鐵環片斷面係採面鈑及加勁肋材構
架出整體結構骨架以承受載重,因此
(1)有效斷面考量 設計上須考量其有效斷面。浪型環片
之有效斷面可依右圖所示計算,其中
背填混凝土不列入有效斷面計算。
為有效模擬環片錯齒配置所產生之彎矩
傳遞效應,一般採用雙環模式進行結構
分析。雙環模式為對稱中心軸之空間剛
架,鑄鐵襯砌及接頭處分別具有不同的
彎曲勁度,並考慮實際組立K環片之交
(2)分析模式 錯配置,基於對稱原理由兩組相互平行
平面上之半環組成,分析模式如右圖所
示。此兩環不產生垂直環面方向之位
移,並以垂直平面之剪力連桿連接,用
以模擬鑄鐵環片環間縱向加勁材提供之
徑向及切線向勁度。
鑄鐵環片之面鈑以縱向加勁鈑及側鈑
作四邊支撐,直接承受外部載重,分
析上可簡化為一個具四邊束制之矩形
彈性薄版,並以Marcus近似解計算面
(3) 面鈑及構材設計 鈑應力,如右圖所示。再依據環片所
承受之軸力、彎矩及剪力,分別計算
環片內、外面之合成張應力、合成壓
應力及剪應力,並分別小於鑄鐵材之
容許彎曲應力及容許剪應力。
鑄鐵環片採用A325或A490高強度直螺
栓連結,以剛性接合概念進行設計。
此外,有關鑄鐵環片與混凝土環片之接
(4) 接合設計 合,須於兩環片間加設調整鋼鈑,或將
相鄰之鑄鐵環片與混凝土環片設計為轉
換斷面,如右圖所示,以使應力能平順
傳遞,並增進接合處之防水性能。
五、鑄鐵環片之生產與檢驗
(一) 生產流程
鑄造係將金屬原料加熱熔化後,以熔融狀態的高溫金屬熔液澆注於特定形狀的鑄模中,
待其凝固,成為定形的鑄件。鑄鐵環片之生產即建立在精密鑄造技術上,製造程序包括熔解
生鐵原料、造模作業、澆注及脫膜、機械加工、塗裝及背填混凝土等工作,上述流程均須在
具良好規劃之鑄造工廠中進行,各個步驟簡要說明如表3所示。
(二) 試驗與檢驗
鑄鐵環片之試驗與檢驗目的在於確保主體材料、產品品質、產品精度、塗裝品質、環片
結構強度、環片組立形狀、背填混凝土品質等均能符合設計標準及需求,試驗與檢驗項目包