
Page 78 - 捷運技術 第39期
P. 78
72 楊智文 林永偉 蘇丁福 臺北捷運鋼軌續接作業簡介
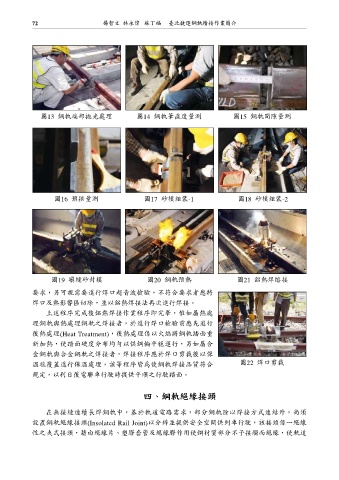
圖13 鋼軌端部拋光處理 圖14 鋼軌筆直度量測 圖15 鋼軌間隙量測
圖16 預拱量測 圖17 砂模組裝-1 圖18 砂模組裝-2
圖19 填縫砂封模 圖20 鋼軌預熱 圖21 鋁熱焊熔接
要求,另可視需要進行焊口超音波檢驗,不符合要求者應將
焊口及熱影響區切除,並以鋁熱焊接法再次進行焊接。
上述程序完成後鋁熱焊接作業程序即完畢,惟如屬熱處
理鋼軌與熱處理鋼軌之焊接者,於進行焊口檢驗前應先進行
後熱處理(Heat Treatment),後熱處理係以火焰將鋼軌踏面重
新加熱,使踏面硬度分布均勻以供鋼輪平穩運行,另如屬合
金鋼軌與合金鋼軌之焊接者,焊接程序應於焊口剪裁後以保
溫毯覆蓋進行保溫處理,該等程序皆為使鋼軌焊接品質符合 圖22 焊口剪裁
規定,以利日後電聯車行駛時提供平順之行駛踏面。
四、鋼軌絕緣接頭
在無接縫連續長焊鋼軌中,基於軌道電路需求,部分鋼軌除以焊接方式連結外,尚須
設置鋼軌絕緣接頭(Insolated Rail Joint)以分辨並提供安全空間供列車行駛,該接頭係一絕緣
性之夾式接頭,藉由絕緣片、塑膠套管及絕緣膠作用使鋼材質部分不予接觸而絕緣,使軌道