
Page 163 - 捷運技術 第39期
P. 163
捷運技術半年刊 第39期 97年8月 157
三、施作實務說明
(一)、鋼軌絕緣接頭施作安全性:
1. 施作工班(工作隊)應施以安全入門課程與訓練,施作工班供給個人保護裝備,含安全帽、
手套、反光背心、安全靴、護目鏡、面罩(用於鋼軌研磨)。
2. 施作場地規劃設置需考量提供適當遮蔽設施、運輸動線、相關安全通風系統,抽風設備應
設於隧道、站區與密閉場地內。
3. 作業場所應配置滅火器,以利緊急需要。
(二)、鋼軌絕緣接頭作業程序說明
1. 作業前準備工作:作業前應將鋼軌表面清潔,如圖15,若進行試驗試體製作,須依規定提
送申請,每一次作業皆需填寫表4之紀錄表。
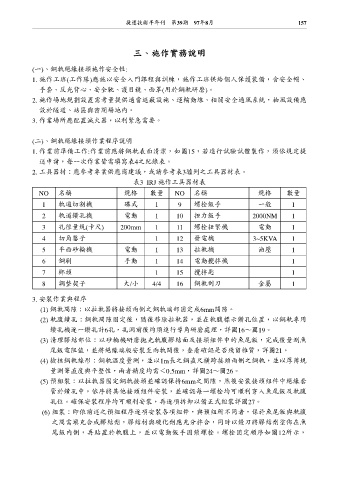
2. 工具器材:應參考專業供應商建議,或請參考表3臚列之工具器材表。
表3 IRJ 施作工具器材表
NO 名稱 規格 數量 NO 名稱 規格 數量
1 軌道切割機 碟式 1 9 螺栓鈑手 一般 1
2 軌道鑽孔機 電動 1 10 扭力鈑手 2000NM 1
3 孔徑量規(卡尺) 200mm 1 11 螺栓扭緊機 電動 1
4 切角鑿子 1 12 發電機 3~5KVA 1
5 平面砂輪機 電動 1 13 拉軌機 油壓 1
6 鋼刷 手動 1 14 電動攪拌機 1
7 榔頭 1 15 攪拌匙 1
8 調整契子 大/小 4/4 16 鋼軌刮刀 金屬 1
3. 安裝作業與程序
(1) 鋼軌間隙:以拉軌器將接頭兩側之鋼軌端部固定成6mm間隙。
(2) 軌腹鑽孔:鋼軌間隙固定後,隨後移除拉軌器,並在軌腹標示鑽孔位置,以鋼軌專用
鑽孔機逐一鑽孔計6孔,孔洞前後均須進行導角研磨處理,詳圖16~圖19。
(3) 清理膠結部位:以砂輪機研磨拋光軌腹膠結面及接頭組件中的魚尾鈑,完成後量測魚
尾鈑電阻值,並將絕緣端版安裝至兩軌間後,查看確認是否殘留雜質,詳圖21。
(4) 檢核鋼軌線形:鋼軌溫度量測,並以1m長之鋼直尺橫跨接頭兩側之鋼軌,並以厚薄規
量測筆直度與平整性,兩者精度均需<0.5mm,詳圖24~圖26。
(5) 預組裝:以拉軌器固定鋼軌接頭並確認保持6mm之間隙,然後安裝接頭組件中絕緣套
管於鑽孔中,依序將其他接頭組件安裝,並確認每一螺栓均可順利穿入魚尾鈑及軌腹
孔位。確保安裝程序均可順利安裝,再逐項拆卸以備正式組裝詳圖27。
(6) 組裝:即依前述之預組程序逐項安裝各項組件,與預組所不同者,係於魚尾鈑與軌腹
之間需填充合成膠結劑,膠結材與硬化劑應充分拌合,同時以鏝刀將膠結劑塗佈在魚
尾鈑內側,再貼置於軌腹上,並以電動鈑手固鎖螺栓。螺栓固定順序如圖12所示,