
Page 250 - 捷運工程叢書 精進版 - 7 捷運結構工程實務
P. 250
臺北市政府捷運工程局
二、結構耐震韌性設計
.
ZICW a
由於規範訂定最小設計水平總橫力 V = (a:近斷層地震力放大係數)中,已
1.4α Fu
Y
考慮建築物之韌性容量而予以折減,因此建築物須作韌性設計,以期能達到預期韌性容量,
而能抵抗回歸期 475 年的地震,鋼構造建築物應依內政部「鋼構造建築物鋼結構設計技術規
範」之「(一)鋼結構容許應力設計法規範及解說」(民國 88 年 1 月)進行設計。
三、鋼結構細部設計
( 一 ) 開槽銲之有效銲喉規定
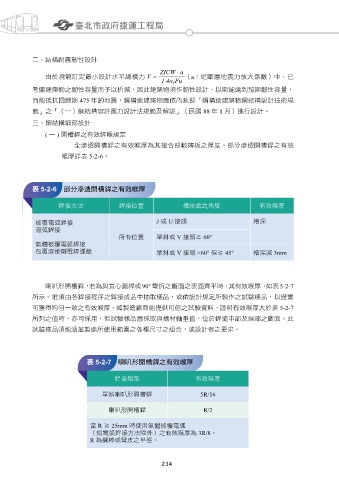
全滲透開槽銲之有效喉厚為其接合部較薄板之厚度。部分滲透開槽銲之有效
喉厚詳表 5-2-6。
表 5-2-6 部分滲透開槽銲之有效喉厚
銲接方法 銲接位置 槽根處之角度 有效喉厚
被覆電弧銲接 J 或 U 接頭 槽深
潛弧銲接
所有位置 單斜或 V 接頭≧ 60°
氣體被覆電弧銲接
包覆溶接劑電銲弧接 單斜或 V 接頭 <60° 但≧ 45° 槽深減 3mm
喇叭形開槽銲,若為與實心圓桿或90°彎折之斷面之表面齊平時,其有效喉厚,如表5-2-7
所示。唯須由各銲接程序之銲接成品中抽取樣品,或依設計規定所製作之試驗樣品,以證實
可獲得均勻一致之有效喉厚。如製造廠商能提供可信之試驗資料,證明有效喉厚大於表 5-2-7
所列之值時,亦可採用,但試驗樣品應採取與構材軸垂直,位於銲道中部及端部之斷面。此
試驗樣品須能涵蓋製造所使用範圍之各種尺寸之組合,或設計者之要求。
表 5-2-7 喇叭形開槽銲之有效喉厚
銲接類型 有效喉厚
單斜喇叭形開槽銲 5R/16
喇叭形開槽銲 R/2
當 R ≧ 25mm 時使用氣體被覆電弧
(短電弧銲接方法除外)之有效喉厚為 3R/8。
R 為鋼棒或彎皮之半徑。
234 235