
Page 204 - 捷運工程叢書 精進版 - 33 捷運潛盾隧道混凝土環片生產實務
P. 204
臺北市政府捷運工程局
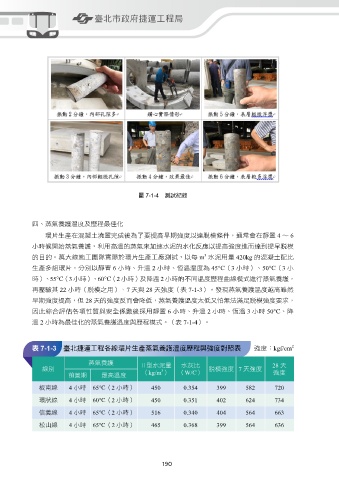
圖 7-1-4 測試紀錄
四、蒸氣養護溫度及歷程最佳化
環片生產在混凝土澆置完成後為了要提高早期強度以達脫模條件,通常會在靜置 4 ~ 6
小時候開始蒸氣養護,利用高溫的蒸氣來加速水泥的水化反應以提高強度進而達到提早脫模
3
的目的。萬大線施工團隊實際於環片生產工廠測試,以每 m 水泥用量 420kg 的混凝土配比
生產多組環片,分別以靜置 6 小時、升溫 2 小時、恆溫溫度為 45°C(3 小時)、50°C(3 小
時)、55°C (3 小時)、60°C (2 小時)及降溫 2 小時的不同溫度歷程曲線模式進行蒸氣養護,
再壓驗其 22 小時(脫模之用)、7 天與 28 天強度(表 7-1-3)。發現蒸氣養護溫度越高雖然
早期強度提高,但 28 天的強度反而會降低,蒸氣養護溫度太低又怕無法滿足脫模強度要求,
因此綜合評估各項性質與安全係數後採用靜置 6 小時、升溫 2 小時、恆溫 3 小時 50°C、降
溫 2 小時為最佳化的蒸氣養護溫度與歷程模式。(表 7-1-4)。
表 7-1-3 臺北捷運工程各線環片生產蒸氣養護溫度歷程與強度對照表 強度:kgf/cm 2
蒸氣養護 Ⅱ型水泥量 水灰比 28 天
線別 3 脫模強度 7 天強度
前置期 最高溫度 (kg/m ) (W/C) 強度
板南線 4 小時 65℃(2 小時) 450 0.354 399 582 720
環狀線 4 小時 60℃(2 小時) 450 0.351 402 624 734
信義線 4 小時 65℃(2 小時) 516 0.340 404 564 663
松山線 4 小時 65℃(2 小時) 465 0.368 399 564 636
190 191