
Page 202 - 捷運工程叢書 精進版 - 33 捷運潛盾隧道混凝土環片生產實務
P. 202
臺北市政府捷運工程局
表 7-1-1 臺北捷運各線環片生產水泥用量與強度比較表(2/2)
環片數量 Ⅱ型水泥量 水灰比 脫模 7 天 28 天
標別 生產時間 3
(m) (kg/m ) (W/C) 強度 強度 強度
CG590C 標(松山線) 98/6-100/8 4744 465 0.368 399 564 636
CQ842/840/850A 標 107/12-110/5 3824 420 0.355 359 581 703
(萬大線)
註:
2
1. 強度單位為 kgf/cm 。
2. 萬大線環片生產蒸氣養護最高溫度為 50°C,其餘各線為 60°C ~ 65°C 之間。
3. 萬大線生產資料為民國 107 年 12 月生產至 110 年 5 月環數 3824 環,將生產至民國 111 年 6 月共計 6550 環。
二、鋼筋籠製作規格化
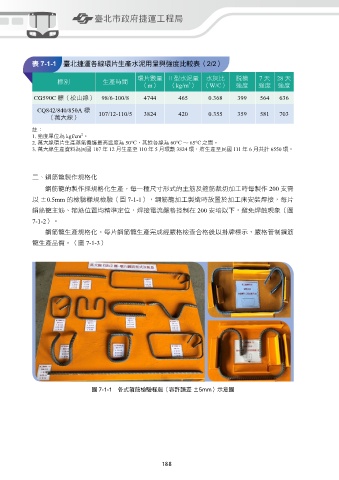
鋼筋籠的製作採規格化生產,每一種尺寸形式的主筋及箍筋裁切加工時每製作 200 支需
以 ±0.5mm 的檢驗樣規檢驗(圖 7-1-1),鋼筋籠加工製造時放置於加工床安裝焊接,每片
鋼筋籠主筋、箍筋位置均精準定位,焊接電流嚴格控制在 200 安培以下,避免焊蝕現象(圖
7-1-2)。
鋼筋籠生產規格化。每片鋼筋籠生產完成經嚴格檢查合格後以掛牌標示,嚴格管制鋼筋
籠生產品質。(圖 7-1-3)
圖 7-1-1 各式箍筋檢驗樣版(容許誤差 ±5mm)示意圖
188 189