
Page 179 - 捷運工程叢書 精進版 - 32 捷運高架橋梁結構設計與施工
P. 179
臺北市政府捷運工程局
第八章 鋼箱型梁橋
(3) 管理事項如下:
◆銲接工之技術
◆施工環境及方法
◆銲材之乾燥
◆銲接部分之清掃與乾燥
◆缺陷部分之修補
◆銲接機器
◆預熱
◆變形之矯正方法
◆銲接條件
(4) 檢查
◆銲接之外觀應予全面目視檢查並記錄於「電銲檢查紀錄表」。
◆ 銲接之銲道內部是否有缺陷,應採放射線探傷試驗或超音波探傷試驗來
進行抽樣檢查。
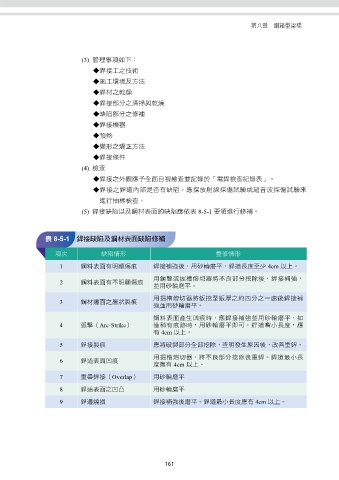
(5) 銲接缺陷以及鋼材表面的缺陷應依表 8-5-1 要領進行修補。
表 8-5-1 銲接缺陷及鋼材表面缺陷修補
項次 缺陷情形 整修情形
1 鋼料表面有明顯傷痕 銲接補強後,用砂輪磨平,銲道長度至少 4cm 以上。
用鋼鑿或掘槽熔切器將不良部分挖除後,銲接補強,
2 鋼料表面有不明顯傷痕
並用砂輪磨平。
3 鋼材邊面之層狀裂痕 用掘槽熔切器將鈑挖至鈑厚之約四分之一處後銲接補
強並用砂輪磨平。
鋼料表面產生凹痕時,應銲接補強並用砂輪磨平,如
4 弧擊(Arc-Strike) 僅稍有痕跡時,用砂輪磨平即可。銲道嘴小長度,應
有 4cm 以上。
5 銲接裂痕 應將破裂部分全部挖除,查明發生原因後,改善重銲。
6 銲道表面凹痕 用掘槽熔切器,將不良部分挖除後重銲。銲道最小長
度應有 4cm 以上。
7 重疊銲接(Overlap) 用砂輪磨平
8 銲道表面之凹凸 用砂輪磨平
9 銲邊燒損 銲接補強後磨平。銲道最小長度應有 4cm 以上。
161