
Page 128 - 捷運技術 第51期
P. 128
124 徐展賦、陳信智 整鑄錳鋼岔心製作工藝及應用
(四) 預硬化
高錳鋼在使用初期由於其優異的加工硬化性能尚未有效發揮,強度較低、耐磨性稍差,
因此為提高岔心初期抵抗磨耗以及變形的能力,故對高錳鋼岔心進行爆炸預硬化處理。
為提高鑄造整體高錳鋼型岔心初期使用性能,採用專用炸藥,對輪軌過渡區進行2~3次
爆破處理;錳鋼岔心通過爆炸處理後可以提高表面硬度,降低營運初期之使用磨耗,減少維
護工作進行之次數。然而因為考慮到錳鋼岔心初期使用階段輪軌接觸存在相互適應之過程,
故岔心表面之硬度不宜過高,一般控制在BHN310至390之間。爆破方式操作過程介紹如下:
1. 高錳鋼岔心於毛胚進廠後,將表面經過打磨等預處理過程,以便使炸藥能伏貼敷設於
岔心表面。
2. 炸藥製片。取性能合格的炸藥用專用工具在爆破專用場所製成一定厚度的藥片,按處
理部件之不同規格尺寸要求裁剪。
3. 將裁剪好的藥片貼服在需硬化處理的部位並壓實。
4. 連接雷管,所有人員安全撤離爆炸現場後起爆。
5. 測試表面硬度及其它專案的檢驗鑒定工作,如硬度沒有達到要求,再重複上述1-4步
驟。估計共需進行2-3次爆炸,於表面經銑、刨後,其表面硬度達到310-390 BHN要求
後方能合格出廠【5】。
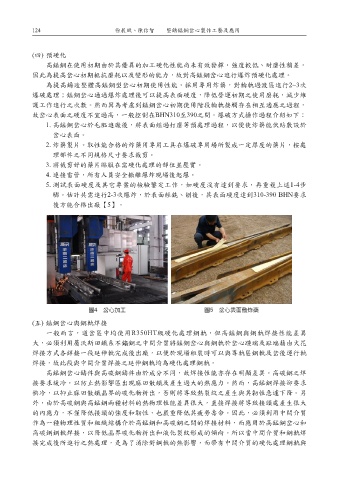
圖4 岔心加工 圖5 岔心表面敷炸藥
(五) 錳鋼岔心與鋼軌焊接
一般而言,道岔區中均使用R350HT級硬化處理鋼軌,但高錳鋼與鋼軌焊接性能差異
大,必須利用屬沃斯田鐵系不鏽鋼之中間介質將錳鋼岔心與鋼軌於岔心踵端及趾端藉由火花
焊接方式各銲接一段延伸軌完成後出廠,以便於現場組裝時可以與導軌區鋼軌及岔後運行軌
焊接,故此段與中間介質焊接之延伸鋼軌均為硬化處理鋼軌。
高錳鋼岔心鑄件與高碳鋼鑄件由於成分不同,故焊接性能亦存在明顯差異。高碳鋼之焊
接要求緩冷,以防止熱影響區出現麻田散鐵及產生過大的熱應力。然而,高錳鋼焊接卻要求
快冷,以抑止麻田散鐵晶界的碳化物析出,否則將導致熱裂紋之產生與其韌性急遽下降。另
外,由於高碳鋼與高錳鋼兩種材料的熱物理性能差異很大,直接焊接將導致接頭處產生很大
的內應力,不僅降低接頭的強度和韌性,也嚴重降低其疲勞壽命。因此,必須利用中間介質
作為一種物理性質和組織結構介於高錳鋼和高碳鋼之間的焊接材料,而應用於高錳鋼岔心和
高碳鋼鋼軌焊接,以降低晶界碳化物析出和液化裂紋形成的傾向。所以當中間介質和鋼軌焊
接完成後所進行之熱處理,是為了消除對鋼軌的熱影響,而帶有中間介質的硬化處理鋼軌與