
Page 433 - 捷運工程叢書 精進版 - 9 捷運軌道工程實務
P. 433
第九章 導電軌系統安裝
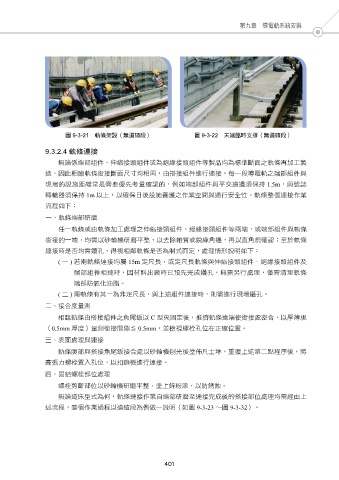
圖 9-3-21 軌條架設(無道碴段) 圖 9-3-22 末端臨時支撐(無道碴段)
9.3.2.4 軌條連接
無論係端部組件、伸縮接頭組件或為絕緣接頭組件等製品均為標準斷面之軌條再加工製
造,因此相臨軌條銜接斷面尺寸均相同,由搭接組件進行連接。每一段導電軌之端部組件與
現場的設施距離常是需要優先考量確認的,例如端部組件與平交道邊須保持 1.5m,與號誌
轉轍器須保持 1m 以上,以確保日後設施養護之作業空間與通行安全性。軌條整個連接作業
流程如下:
一、軌條端部研磨
任一軌條或由軌條加工處理之伸縮接頭組件、絕緣接頭組件等兩端,或端部組件與軌條
銜接的一端,均需以砂輪機研磨平整,以去除雜質或銳緣角邊,再以直角規確認;至於軌條
連接時是否均需鑽孔,得視相鄰軌條是否為制式而定,處理情形說明如下:
( 一 ) 若兩軌條連接均屬 15m 定尺長,或定尺長軌條與伸縮接頭組件、絕緣接頭組件及
端部組件相連時,因材料出廠時已預先完成鑽孔,無需另行處理,僅需清理軌條
端部防氧化油脂。
( 二 ) 兩軌條有其一為非定尺長,與上述組件連接時,則需進行現場鑽孔。
二、接合度量測
相臨軌條由搭接組件之魚尾鈑以 C 型夾固定後,推擠軌條遠端使銜接處密合,以厚薄規
(0.5mm 厚度)量測銜接間隙≦ 0.5mm,並檢視螺栓孔位在正確位置。
三、表面處理與連接
軌條腹部與搭接魚尾鈑接合處以砂輪機刨光後塗佈凡士琳,重覆上述第二點程序後,將
高張力螺栓置入孔位,以扣鎖機進行連接。
四、固結螺栓部位處理
螺栓剪斷部位以砂輪機研磨平整,塗上鋅粉漆,以防銹蝕。
無論道床型式為何,軌條連接作業自端部研磨至連接完成後的搭接部位處理均需經由上
述流程,整個作業過程以道碴段為例做一說明(如圖 9-3-23 ~圖 9-3-32)。
401