
Page 268 - 捷運工程叢書 精進版 - 9 捷運軌道工程實務
P. 268
臺北市政府捷運工程局
6.2.3.2 焊接工廠規劃與設置
定尺長 18m 的鋼軌係採電阻火花焊接機焊成長不少於 120m 之長焊鋼軌,而長焊鋼軌舖
設時,現地係採鋁熱焊接方式,將其焊成連續長焊鋼軌,由於電阻火花焊接係透過焊機施以
一定電流將兩鋼軌端部熱熔後由夾具將兩鋼軌端部擠壓熔接,整個焊接過程中,除鋼軌對焊
線形及預拱由焊工目視作最後確認外,其餘在焊接過程中的額定電壓、電流及焊接時間均由
電腦監控,因此,一般在場地配置及搬運條件允許下,長焊鋼軌焊接可儘予延長,以提高鋼
軌焊接品質穩定性。
由於焊接工廠為整個工程所需長焊鋼軌舖設的焊接場所,屬於臨時設施,一般規劃區域
含括焊接、焊道研磨及搬移等動線及檢驗與存放空間,規劃時均會考慮滿足下述條件:
一、緊鄰鋼軌儲存區,避免材料二次搬運。
二、大型門型吊架設置長度較鋼軌焊接預定長度長 10 - 15m,以利長焊鋼軌搬移。
三、 焊接連同搬移動線需求長度端視規劃的長焊鋼軌而定,一般界於 350 - 500m 間;而
為符合焊道研磨及長焊鋼軌儲存需求,一般場地規劃面積為長 170 - 200m、寬 40 -
50m。
四、超出施工場地交接範圍的其它區域,透過界面協調取得階段性的使用權。
五、移動式天車搬移範圍應可含蓋所有鋼軌儲存區,以減少定尺長鋼軌的搬移次數。
六、 臨時軌舖設將預定施築的道碴道床軌道示範段納入臨時軌舖設做為長焊鋼軌搬移動線,
以減少長焊鋼軌搬移次數並降低運輸動線負荷。
七、大型門型吊架容易設置與便於拆卸,以使場地短期即可復原。
八、獨力電源取得,並確認用電安全與電氣絕緣需求。
九、天車操作及移動式吊鉤需通過使用查驗程序,並於每日使用前確認其操作功能。
十、長焊鋼軌堆置層數應考量安全性及使用搬移便利性。
十一、 電阻火花焊接資格測試,製作不同鋼軌材質的 6 組對焊試體,完成射線照相、磁粉探
傷、超音波檢測、硬度分布、巨觀腐蝕及緩慢彎曲等試驗,於通過後進行正式量產。
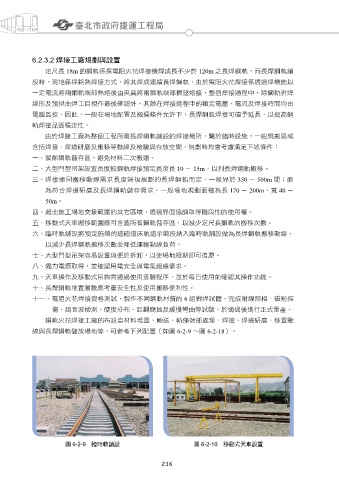
鋼軌火花焊接工廠的布設自材料堆置、輸送、軌條端部處理、焊接、焊道研磨、移置動
線與長焊鋼軌儲放場地等,可參考下列配置(如圖 6-2-9 ~圖 6-2-18)。
圖 6-2-9 臨時軌舖設 圖 6-2-10 移動式天車設置
236 237