
Page 158 - 捷運工程叢書 精進版 - 33 捷運潛盾隧道混凝土環片生產實務
P. 158
臺北市政府捷運工程局
5.3.2 環片履歷系統管理作業流程- B 廠
預鑄環片之生產第一個步驟是鋼筋籠組立,鋼筋籠顧名思義就是由鋼筋所組成,鋼筋有
主筋、副筋,在組立臺固定位置依序組合,數量及間距都要保持正確,主要交點處施行點焊,
吊運灌漿時不得發生移動現象,並檢查鋼筋籠是否有脫落及焊蝕等現象;將鋼筋籠成品吊入
鋼模內,進行各項預埋件安裝(灌漿管、套梢、塑膠套管)及鋼筋籠與鋼膜間保護層確認,
於灌漿時不得發生移動。進行混凝土澆置時,分為第一階段澆置及第二階段澆置:
第一階段:分層澆置並配合第一段震動使鋼模四周充滿混凝土。
第二階段:蓋上模蓋板後使混凝土填滿整個鋼模並配合第二階段震動。(震動時間及頻
率依規定調整)。
澆置完成後混凝土表面用刮片,順著鋼模之弧度作初步外觀修飾工作,再用鏝刀細部粉
光,待抹面粉光完成混凝土初凝(約 4 小時)時,覆蓋不織布保持濕潤,並關閉養生棚靜置
6 小時(澆置完成起算),方可進行蒸氣養生。
完成蒸氣養生程序後,方可進行脫模,脫模時混凝土抗壓強度應達設計強度 60%,使用
夾式吊具,利用自重原理夾具自鋼模內夾起環片,並應避免產生缺角破損。環片脫模後,經
尺寸丈量檢查合格,待表面溫度與養生池水溫相差在 10℃ 內,方可移入水池進行水中養生,
養生時間需 4 天以上,其後移出水養生池至環片乾燥區暫存。乾燥至規定的溼度時進行環氧
樹脂塗裝,環片塗裝作業於設有遮雨設備之場所進行,塗裝前以鋼刷或砂紙清除環片塗裝面
不潔之附著物,並以壓縮空氣清除灰塵及砂礫,塗裝前確認作業環境溫度 10℃ ~ 40℃,空
氣相對溼度在 85% 以下,以及環片表面含水率 12% 以下;塗裝後,膜厚經檢驗合格(乾膜
厚度為≧ 300μm)之環片移入儲存場,依型別分類堆存,再依工地進度需求進行出貨。依照
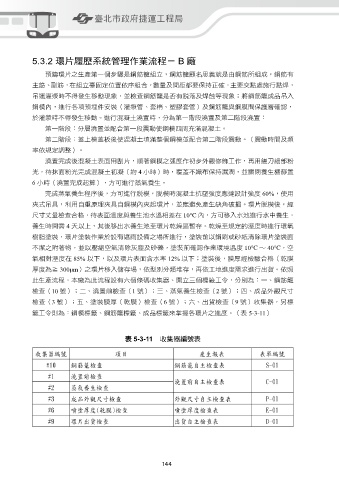
此生產流程,本廠為此流程設有六個條碼收集器、開立三個標籤工令,分別為:一、鋼筋籠
檢查(10 號);二、澆置前檢查(1 號);三、蒸氣養生檢查(2 號);四、成品外觀尺寸
檢查(3 號);五、塗裝膜厚(乾膜)檢查(6 號);六、出貨檢查(9 號)收集器,另標
籤工令則為:鋼模標籤、鋼筋籠標籤、成品標籤來掌握各環片之進度。(表 5-3-11)
表 5-3-11 收集器編號表
144 145